Heat Treating
Depending on the application, either electrical resistance heating elements, infrared quartz lamps, induction or gas-fired burners are used. Petrochemical refineries, nuclear power plants, power generating plants, fabricators and the construction industry can look to Delphi Engineering and Contracting, Inc. for quality, performance and economy.


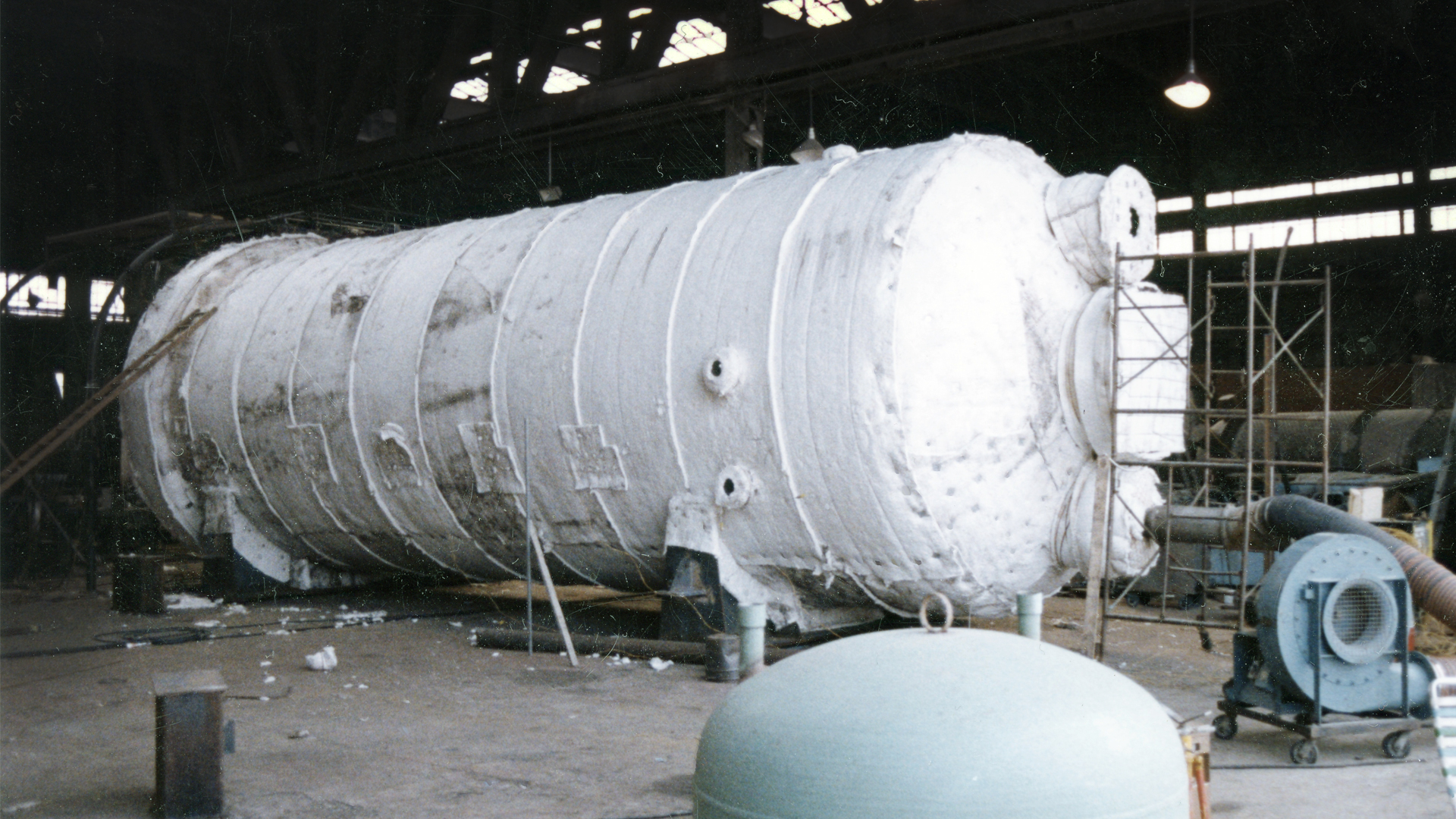
Refractory Dry-out
The dry out of refractory entails much more than just following a heat up schedule. Important issues such as burner size and location, exhaust location, air volume and velocity also need to be addressed. While automated unmanned systems have become common place in the industry, Delphi still guarantees 24 hour/day on site technicians to insure safety. Using Delphi you get a professional dry out from beginning to end using our proprietary burners and 4 decades of experience. Our controlled, even heat process is designed to:
- Remove both free and chemically held water, which minimizes spalling and cracking.
- Minimize slip place potential
- Prevent possible thermal stresses, which can weaken the refractory.
Delphi Engineering employs our proprietary burners and automatic digital controllers to achieve the required temperatures for a complete, uniform dry out. We routinely achieve temps up to 2,000° F (1,093° C). Our recorders register the temperatures of the heat cycles and the hold times. We still use paper strip charts so you can have an accurate record of the entire process.
Since 1976 Delphi has done approx. 2,400 dry outs in the United States, Canada, Mexico and Brazil.
Annual Maintenance Contract
Why pay your refractory installer a markup for the refractory dry out? Why pay 20% to 40% more for the cost of your dry out? Delphi offers an annual maintenance contract for all of your dry out needs. We lock in the costs for the year. Your costs are set for travel, set up and breakdown and each firing hour (weekday or weekend). The amount you budget for a job on day one of the year is the same amount you will budget for the last day. The only extra charges are for holiday work.
Drop thousands of dollars to your bottom line. Why give an installer your profits? There is no cost to you for guaranteed annual pricing, just a commitment to us for the year. Call us today for details.
Stress Relieving
Refractory Dry-out
Pre-heat
Lining Cures
Temporary Furnaces
Temporary Heat
Custom Heat Application
Engineering Services
Industry Terms
Heat Treat / Stress Relieve
Parts which have been formed, machined, cut or are fabricated by welding may have internal stresses. Subsequent machining or forming may cause the part to distort or possibly crack in service. By heating the component to a temperature of about 75° F—below the transformation temperature and holding for one hour per inch of thickness—it allows the entire part to reach this temperature, in turn making it to where up to 90% of the stresses can be relieved. The resultant part will then be less prone to warping during furthering process. Typically parts that benefit from stress relieving are large and complex weldings, castings which have had a lot of machining, parts with tight dimensional tolerances and machined parts that have had a lot of stock removal performed.




Annealing
Annealing is used to induce softness to alter ductility, toughness, electric magnetic or mechanical properties, or to produce a definite microstructure. Steel is annealed by heating the steel to a temperature above the upper critical temperature, holding it there until the temperature is uniform throughout the part, then slowly cooling the part through the transformation range. The heating and cooling rates depend on the composition, shape and size of the part. Full annealing removes the internal stresses which build up as a result of cold working and other fabrication processes.
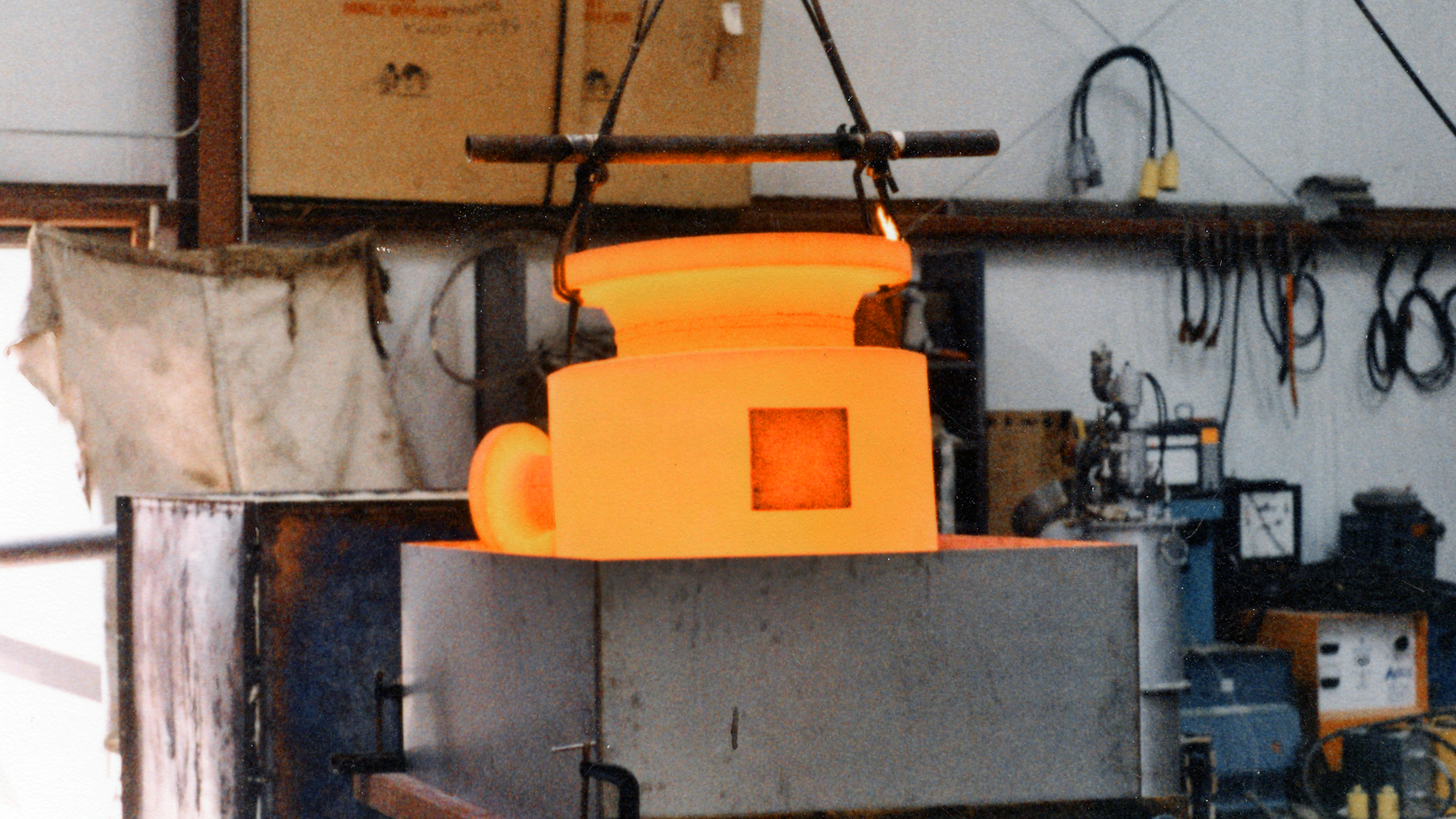

Metal Hardening
The use of this treatment will result in an improvement of the mechanical properties, as well as an increase in the level of hardness, producing a tougher more durable item.
Alloys
Alloys are heated above the critical transformation temperature for the material, then cooled rapidly enough to cause the soft initial material to transform to a much harder, stronger structure. Alloys may be air cooled, or cooled by quenching in oil, water or another liquid, depending upon the amount of alloying elements in the material. Hardening materials are usually tempered or stress relieved to improve their dimensional stability and toughness.
Steel
Steel parts often require a heat treatment to obtain improved mechanical properties, such as increasing hardness or strength. The hardening process consists of heating the components above the critical (normalizing) temperature, holding at this temperature for one hour per inch of thickness cooling at a rate fast enough to allow the material to transform to a much harder, stronger structure and then tempering. Steel is essentially an alloy of iron and carbon; other steel alloys have other metal elements in solution. Heating the material above the critical temperature causes carbon and the other elements to go into solid solution. Quenching “freezes” the microstructure, inducing stresses. Parts are subsequently tempered to transform the microstructure, achieving the appropriate hardness and eliminating the stresses.
Metal Tempering
Tempering is done to develop the required combination of hardness, strength and toughness, or to relieve the brittleness of fully hardened steels. Steels are never used in the quenched condition. The combination of quenching and tempering is important to make tough parts. This treatment follows a quenching or air cooling operation. Tempering is generally considered effective in relieving stresses induced by quenching in addition to lowering hardness to within a specified range, or meeting certain mechanical property requirements. Tempering is the process of reheating the steel at a relatively low temperature, leading to precipitation and spheroidization of the carbides present in the microstructure. The tempering temperature and times are generally controlled to produce the final properties required of the steel. The result is a component with the appropriate combination of hardness, strength and toughness for the intended application. Tempering is also effective in relieving the stresses induced by quenching.
Industries Served by Delphi
In addition to using only the highest quality equipment available, our engineers design and build equipment for special or unusual applications. All equipment used by the company meets the latest safety standards of the industry. For gas-fired operations, Delphi utilizes its own gas monitoring equipment and explosimeters to insure a safe operation. Out equipment is completely mobile. Each trailer is completely furnished with the necessary equipment to perform any pre-heat and/or stress relieving operation. For larger plant construction, lightweight modular equipment packs are available to meet the client’s requirements. The customer is required to furnish nothing other than the item to be heated.
Delphi has available a fully integrated schedule of contract service plans, thus enabling the customer to select almost any combination of equipment, supervisor assistance and labor. We can meet all applicable codes, provide certified temperature charts and perform all Brinnel hardness tests when necessary. We also provide technical assistance in interpreting codes, preparing temperature programs, engineering and design, selecting the correct heat treating equipment, estimating costs, determining the critical locations for thermocouples and job planning.